具有金属的3D打印技术的重要优势之一是能够用几乎任何合金制造产品的能力。 除标准金属外,还有多种特殊合金-专门为客户的特定任务生产的独特高科技材料。
具有金属的3D打印技术中最先进和最受欢迎的是
选择性激光熔化 (SLM / DMP)。 它包括使用using激光器的高功率辐射对金属粉末进行连续的逐层融合。
该技术已获得3D行业领导者的专利-SLM解决方案和3D系统。 根据他们的功能和任务,这些制造商的金属3D打印机既可以用作批量生产的生产机器,又可以用作实验室单位,具有灵活的设置以及能够快速更换材料进行3D打印的能力。
配套设备
SLM解决方案(SLM技术):SLM 125,SLM 280,SLM 500,SLM 800;
3D Systems(DMP技术):ProX DMP 100,ProX DMP 200,ProX DMP 300,ProX DMP 320,DMP 8500。
金属3D打印的主要优点:- 高密度:比铸造高1.5倍;
- 具有以封闭的仿生结构形式创建微型且几何复杂的物体和其他独特形式的能力;
- 多种标准和特殊金属合金;
- 减少生产周期并加快成品产量。
适用范围:- 航空航天工业;
- 机械工程;
- 汽车行业 ;
- 石油和天然气工业;
- 电子产品
- 药
- 食品工业;
- 在设计局,科教中心进行研究和实验工作。
增材制造中使用的金属类型
现代添加剂技术涉及使用约二十种经过测试且可立即使用的材料,包括仪器,不锈钢,耐热合金,铝和钛合金,医用钴铬和钛。
由于金属很多,每种金属都具有某些特性,因此基于技术问题,一种金属可以替代另一种金属。 例如,如果必须在技术链中使用钛合金,那么技术人员将能够从众多钛合金中选择一种具有特定产品生产所需性能的钛合金。
- 不锈钢合金: 17-4PH,AISI 410,AISI 304L,AISI 316L,AISI 904L
此类别包括铬含量至少为12%的高合金钢。 氧化铬在金属表面形成一层耐腐蚀膜,该膜可被机械损坏或化学介质破坏,但会因与氧气反应而恢复。 耐腐蚀合金用于制造液压机的阀门,裂化厂的阀门,弹簧,在恶劣环境下工作的焊接设备以及在高温下(+ 550 ... 800°C)使用的产品。 - 工具合金: 1.2343、1.2367、1.2709
工具合金的主要用途是制造各种类型的工具(切割,测量,冲压等),大规模生产结构钢和非铁合金热变形时模具中的拉环,用于铝,锌和镁合金注射成型的模具。 这些合金包含至少0.7%的碳,并且具有更高的硬度,耐磨性,韧性,导热性和淬透性。 - 镍合金:铬镍铁合金625,铬镍铁合金718
镍具有溶解自身其他多种金属的能力,同时又保持了延展性,因此有许多镍合金。 例如,与铬结合,它们被广泛用于飞机发动机,从中制造工作叶片和喷嘴叶片,涡轮转子盘, 燃烧室零件等。 最耐热的是镍基铸造合金,在高静态和动态载荷下,可承受高达1100°C的温度达数百小时。 - 钴铬: CoCr
CoCr是符合现代技术要求的用于模型铸造的高质量钴铬合金。 由于其出色的机械性能,它非常适合于制造电子,食品生产,飞机,火箭和机械工程以及带扣假肢的复杂几何形状的表壳。 - 有色金属: CuSn6
CuSn6是铜和6%锡的合金,具有高导热性和耐腐蚀性,是创建独特冷却系统的理想选择。 - 铝合金: AlSi12
这些是最便宜的铸造合金。 它们的优点包括高耐腐蚀性,流动性,导电性和导热性。 在工业上,通常将它们用于制造形状复杂的大型薄壁铸件。 - 钛合金: Ti6Al4V,Ti6Al7Nb
Ti6Al4V是最常见的钛合金,具有出色的机械性能。 它被认为是最坚固,最坚韧的钛合金;其特点是加工复杂性特别高。 它的密度为4500千克/立方米,抗拉强度超过900兆帕。 Ti6Al4V在减轻航空航天,汽车和造船业等行业的重量方面具有不可否认的优势。 这些金属尤其用于制造模具,涡轮叶片,燃烧室的嵌件,以及设计用于高温(最高+ 1100°C)的产品。
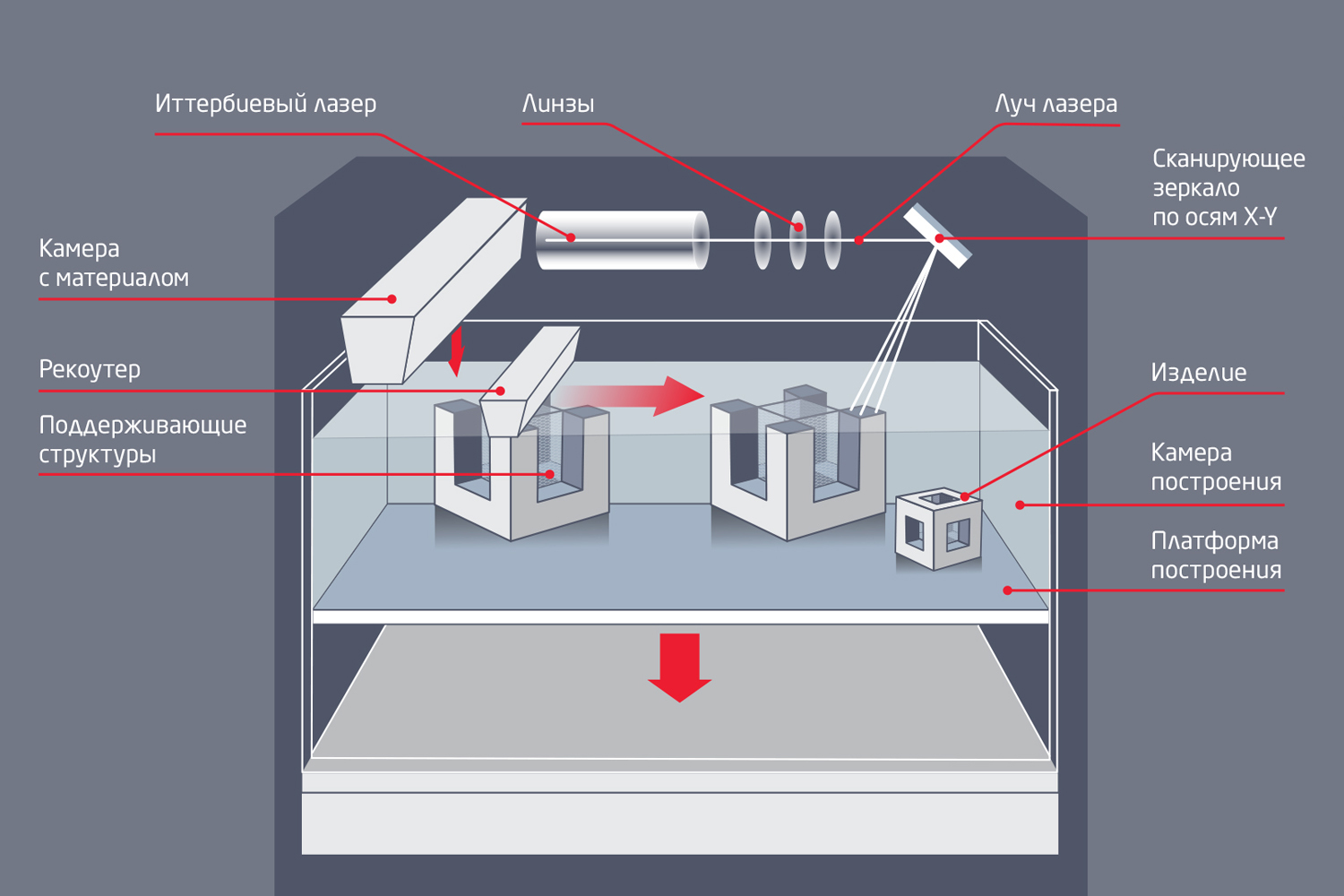
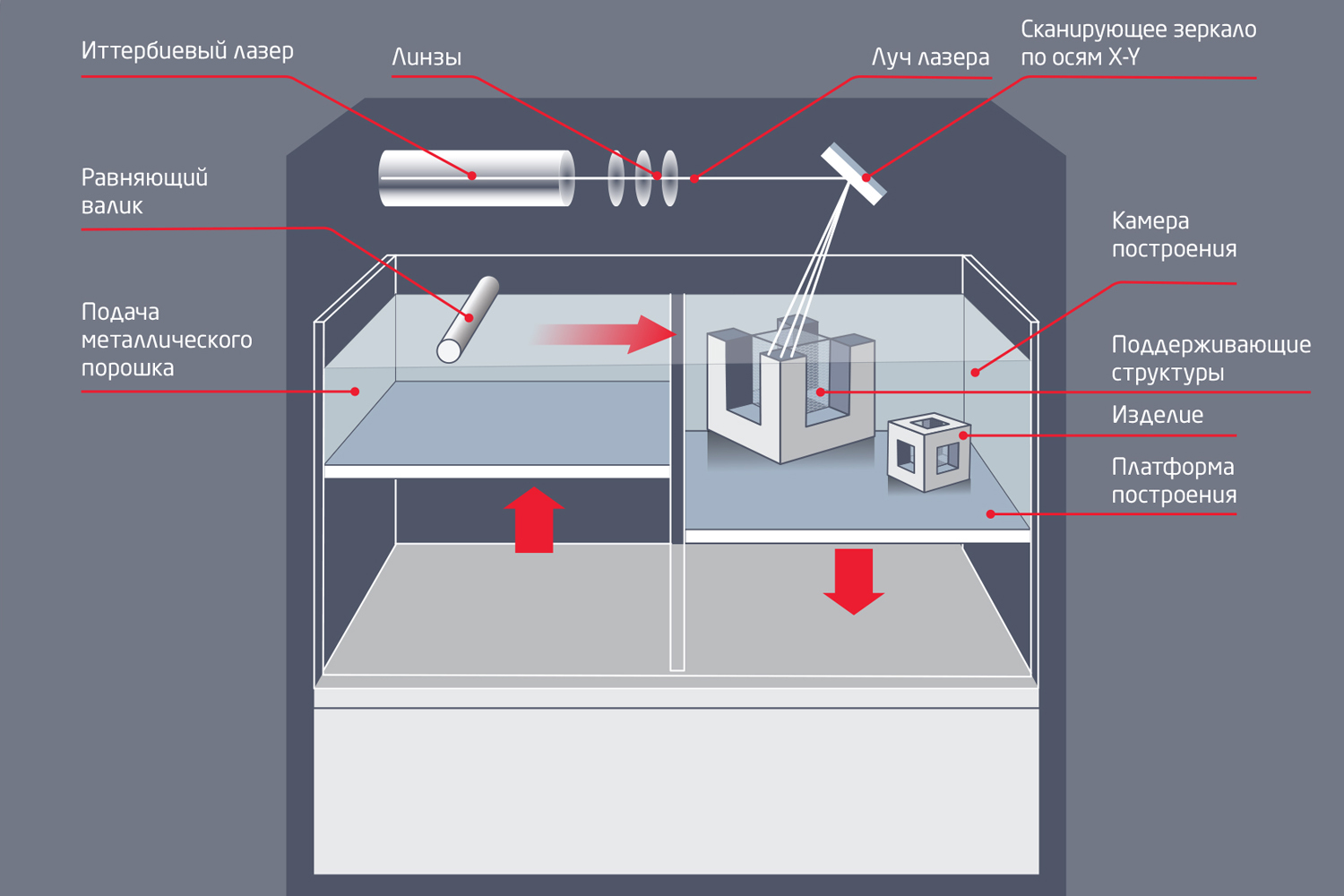 SLM解决方案(上)和3D系统(下)的安装图
SLM解决方案(上)和3D系统(下)的安装图金属粉末的特点
- 用于加工厂的金属以细碎的球形颗粒的形式生产,颗粒大小为4至80微米。 该指示器确定添加剂工厂中待生长物体的厚度。 制作粉末时, 必须设置晶粒的大小和组成 ,因为必须观察一定比例的大小晶粒。 这样,就可以确定金属的流动性,并使用霍尔装置(带有校准孔的漏斗)检查金属的流动性。 如果谷物的分数太小,金属将不会流过漏斗,因此将不能很好地送入施工台,这将直接影响获得的层的均匀性和生长产品的质量。
- 每个生产这种3D打印机的公司都有自己的流程要求 ,这取决于将材料应用于施工平台的原理。 在SLM解决方案(SLM技术)的增材安装中,金属是从上方从进料器(装有材料的腔室)进料到桌面的,然后由调配器运输。 在这种情况下,流动性对于粉末从进料器流到回收器以及正确涂覆的层非常重要。 3D Systems(DMP技术)使用的操作原理略有不同:装有粉末的容器略微升高,借助滚轮将其转移到施工台上,然后降低容器。 由于这种设计,流量指示器并不重要(请参见图中的产品设计图)。
- 不同的金属需要不同的热处理 ,有时为此使用专门加热的平台。 在施工过程中,金属熔化时会产生大量热量,必须将其清除。 散发热量的散热器的作用是由产品结构中使用的支撑件来完成的。 在某些情况下,不带支撑的零件本身就焊接到桌面上,就像散热器一样。
- 以加法方式获得的金属产品的结构取决于施工技术和设备设置。 领先的制造商实现的金属密度约为理论值的99.9%。 除选择性激光熔化外,还有一些效率较低,已经过时的技术,类似于SLS方法,但密度较低。
- 金属的内部结构是细晶粒的。 如果将来我们要压实零件,即在物理上影响它,则必须考虑到压缩小颗粒比大颗粒要困难得多。 但与此同时,我们非常接近滚动金属-即 到已经致密的金属。 在3D打印机上打印的产品密度比租赁期间低10-15%,但比铸造金属高约50%。
3D金属打印机的安全注意事项
如您所知,以微观剂量进入人体的金属是有用的。 大量服用会危害健康-容易引起金属中毒,此外,粉末具有爆炸性。 当粉末的分散度为4微米时,它会穿透皮肤,呼吸系统,视力等的毛孔。 因此,在金属3D打印机上工作时,必须严格遵守安全预防措施。 为此,提供了防护工作服-套装,手套和鞋子。 通常,加料机都配备有真空吸尘器以去除主要粉末,但是即使在使用之后,仍会残留一些金属悬浮液。
制造商努力改善安全条件,现在有在增材制造中形成所谓的封闭循环的趋势,即 完全密闭的房间,粉末不会掉落。 操作员穿着特殊的衣服,然后将其丢弃。

3D金属印刷的潜力
因此,我们发现现代技术可以用具有某些特性的金属来获得用于3D打印的粉末,从而解决特定的生产问题。 而且由于几乎所有金属都可以喷涂,因此3D打印机的金属材料范围非常广泛。
冶金学的成就在增材制造中得到了充分的实现,从而允许将
独特的合金用于制造几何形状复杂的产品,从而提高准确性,密度和可重复性。 同时,金属添加剂工厂的引进也有制约因素,主要因素之一是粉末的高成本。
金属3D打印在许多行业中具有提高生产效率的巨大潜力,越来越多的公司和研究机构正在使用这种3D打印技术。
通用电气 (
General Electric) ,空中客车(Airbus),波音(Boeing)和米其林(Michelin)等行业领导者已经展示了全球行业的一个例子,他们已经从单一金属产品的制造转向了连续增材制造。