开始写有关处理策略的文章后,我意识到我正在创建一个“猴子集”-一个分步指南,即使对于傻瓜也不是傻瓜,但对于白痴,您也可以重复我的步骤,也可以自己制定模式,但是并没有增加理解。 有一次,当我突然决定成为一名铣床操作员时,他拥有最高的医学,MBA和10年的计算机零售经验,这使我很难涉足术语和全新的概念设计。
当然,大多数CAM程序都具有很好的帮助,但是它是由技术人员为操作员编写的,街上的人总是不能理解“增量式”是什么,为什么需要“汽缸安全区域”,选择哪种方法以及它是什么。这样的事情。
以下是我的简短尝试,以简短的笔录介绍了铣削的基本概念。 我使用了德尔卡莫夫(Delkamov)教科书中的俄语术语,可能与其他CAM程序不一致,但我认为直觉和Google会节省下来。 好吧,而且一如既往,在业余爱好机器上加工塑料的经验有所下降。
主轴转速
实际上,主轴转速是一个非独立的参数,它取决于刀具和材料。 在普通成人铣刀的文档中,对于不同的材料,有一个以m / min为单位的参数“切削速度”,这是刀刃相对于材料的速度。

为了计算主轴转速,必须将推荐转速除以圆周。 但是存在两个问题:首先,我们切割“家用”材料,例如塑料和木材,而制造商没有指定切割参数;其次,我们使用了业余切割器,根本没有在其上书写任何模式。 因此,我们凭经验计算速度:绘制一条简单的轨迹(例如凹槽),以较小的进给量(700-1000毫米/分钟)启动切刀,然后开始将其从6000缓慢升高。 开始融化/燃烧-减少几步。 根据经验,对于直径为6 mm的铣刀,粘性塑料(己内酯,PP,PE)的速度为6-8K,硬质(ABS,PS,PC)为8-12k,木材为15-18K,花粉为10-20K 。 随着直径的减小,我们提高了速度;在精加工的直径上,我们也提高了速度。
进给速度
进给速度也是一个导数,但在这里甚至更糟-如果一方面它取决于可读/有记载的“进给到牙齿”的编号,然后另一方面取决于机床零件系统的刚性(又称AIDS) ) 每齿进给量Sz或Fz可以在铣刀的文档中找到,以毫米/齿(mm / t)为单位进行描述。 当乘以切刀的齿数和旋转频率时,它将获得最大的理论进给速度。

但是很难衡量艾滋病系统的僵化程度,而且还没有道理,因此,像往常一样,对于自制的人来说,饲料参数是从经验中选择的:我们尝试不同的饲料,从500毫米/分钟开始(我们谈论塑料,是的),当我们像声音一样停下来(或摔碎)时铣刀或工件会飞)-我们降低了速度。 不要忘记,不同刀具和不同处理方式的进料会有所不同。 一般规则是这样的:随着拔牙次数的减少,我们增加了速度,而增加了-减少了。 例如,尽管有时在塑料中会出现自相矛盾的影响,但垂直POM表面的质量在较高速度下会更高。 在我的机器上,当加工塑料时,我通常使用1500至3000 mm / min的速度,以完全获得表面。
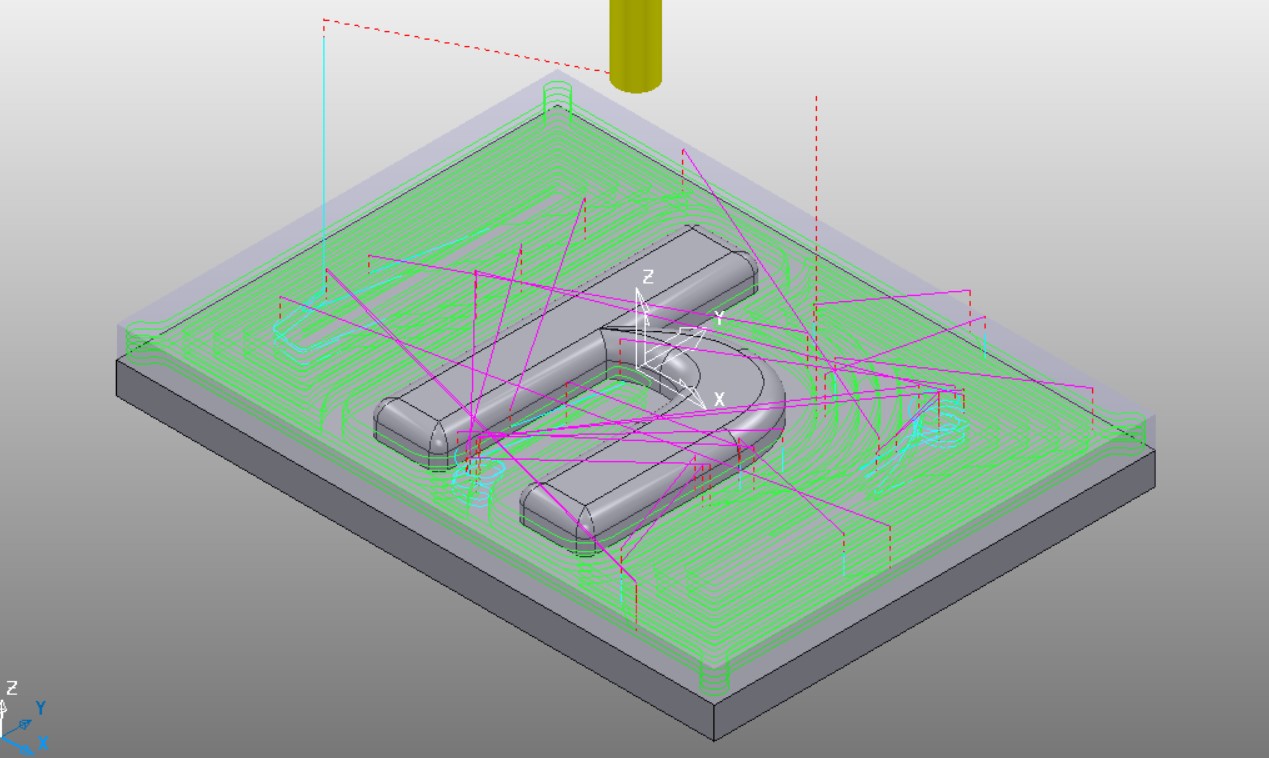
安全区
安全区域(也称为OB)是一组机器区域,CAM认为该区域可以保证不与工件或紧固件接触。 转换是通过该区域进行的;默认情况下,允许在该区域进行加速进给。 在普通的2.5D加工中,这是一个平面-我们固定零件以使其在整个加工区域内干净无云。 尽管如此,有时还是有必要设置不同的OB,例如,如果我们仅铣削工件的侧面,并穿过中心的工件孔固定。 另外,一些铣刀并不暗示可能在材料中形成垂直或什至倾斜的切口,因此有必要向CAM解释过渡和引线应仅在侧面。 为此,在大多数普通CAM中,OB类型分别是“块”,“圆柱”甚至是“模型”,它们分别指定OB。

方法和弯道
一般而言,许多材料和加工类型都使您不必理会供应线的概念-在正常加工模式下,PVC,PS和柔软的木材可以通过任何切割机沿任何方向切割。 进料装置已设置并驶离。 但是,对于铣刀(进给平面上的负载不均匀,垂直切割多刀时在铣削中心上工作)和材料(毛刺的悬挂,切屑切碎)的进出力矩都不相同。 因此,在CAM程序中,通常可以为入口和出口设置单独的模式。

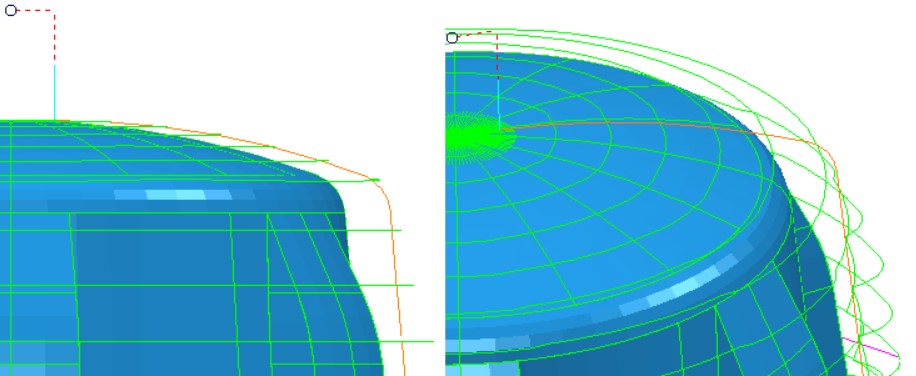
- 垂直弧进近
- 直接分支
- 过渡“都递增”
- 方法-加速前进
- 提升-继续前进
一方面,在自己动手做的营地中,一切都很简单:材料柔软,轻巧,如此柔和,因此许多人普遍不赞成此参数,而将垂直入口和出口放置。 另一方面,在许多小时的加工结束时,木浮雕上的条子被击落,或者在至少50次走刀中被切刀振动打碎的垂直壁是非常不愉快的。 因此,我们可以合理地使用它:当以正常(显然潜在的较大缺陷)余量进行粗加工时,我们会努力工作,设置最小的垂直引线,同时在精加工或精细加工中,根据圆弧或倾斜的加工方式将其放下。 但是同样,不要愚蠢,长进和弯头会大大增加总处理时间。 在塑料加工过程中,我在水平和倾斜表面的操作过程中将推车倾斜放置,而在垂直壁的操作过程中“水平地沿弧形放置”推车。 方法的长度是单独选择的,我将刀具的直径设置为2-3或移除厚度为10-15。
高地
实际上,一切都是相对简单的。 OB定义了绝对安全Z。 但是,假设您正在处理方框底部的铭文,并且偏移量很小。 在每个CAM上,很多小的过渡都导致刀具到达OB,转化为几毫米,然后痛苦地下降。 为了避免这种情况,他们提出了一个相对安全的Z值-您在最后一次采样后的整理过程中可以行走的高度。 仅需要同时记住,如果不是在现实生活中进行选择,例如,操作员混合了路径的顺序,则工具将尝试在材料的各个段之间切换,同时转动工件并折断。
我的小零件个人参数绝对安全-5-10毫米,相对-2-5毫米。

过渡与差距
过渡-刀具工作运动之间的轨迹的一部分。 如已经提到的,它可以在绝对或相对安全的高度上进行,在动力装置中,相应的设置称为“安全”和“两者都递增”。 但是有时,特别是在最终或其他轨迹上,以不同的方式组织过渡是有意义的,因此CAM程序提供了以下选项:
- 在表面上。 尽管事实证明正确配置的进刀和出刀实际上不会在工件上留下撕下刀具的痕迹,但有时,例如,如果过渡距离较小,则进行过渡而完全不撕开刀具是有意义的。
- Z步:对垂直壁进行恒定闭合加工(例如恒定Z)的路径的正确选择
- 对啊 CAM是真正的硬核选项,它忽略了所有内容,并愚蠢地在抽头和拉动之间划了一条线。 而且,在运输途中遇到的材料会受到影响,减去操作员的薪水,从而锁定了刀具和工件。 但是尊重并尊重英雄,英雄明智地使用了该工具,并减少了切换到数小时的时间(这不是在开玩笑)。
在这里甚至很难推荐一些东西。 大概对于初学者来说,一般规则是:样本是“安全的”或“都是递增的”,垂直壁是“ Z阶”,3D位移或表面是“在表面上”。
容差和公差
一个非常简单,直观的观点。
公差是您关心的尺寸,可以根据需要在其中悬挂CAM。 一方面,更大的公差-更大的CAM自由度,更平滑的轨迹,更少的方向变化等等。 另一方面,在极少数情况下,例如,CAM可以在垂直表面的中间放置样品的卸载方法,而无论您通常在鼓中该区域的大小如何,表面都会变得丑陋。 在我们这个拥有大量内存和功能强大的计算机的世纪中,最好让CAM考虑更长的时间,并在程序中写入额外的几兆字节,而不是花大价钱去解决问题。 我对塑料有100的宽容度,看来每个人都很高兴。
尺寸过大最初是关于粗加工的概念。 在CAM级别,超尺寸看起来就像与原始模型建立了等距(均匀偏移)。 我已经在上面给出了一般规则-余量的大小必须明显大于潜在加工缺陷的大小,然后即使出现问题,也可以通过进一步加工来纠正缺陷。 此外,该余量还可以用于其他目的,例如,在装配匹配的凹槽/凸台时缩放模型。 在粗加工的塑料上,我留有0.3-0.7毫米的余量,这就足够了。
一般来说,类似的东西。 现在,您可以开始撰写有关CAM中的处理结构的文章,而不会一直在思考我是否很清楚地写了我的文章,而没有在文章中添加脚注,因此不会使人分心。 如果您忘记了某件事或无法理解地表达了它-写评论,提出问题,我会尽力回答。
如果有人错过了本系列的前几篇文章,但有趣的是,
家用CNC路由器作为3D打印机的替代品,第一部分-选择机器家用CNC路由器作为3D打印机的替代品,第二部分家用CNC路由器作为3D打印机的替代品,第三部分,软件和G代码